

Введение: сценарий, данные, вопрос
Сценарий: на мельнице в Твери весной 2018 года простой линии из‑за засоров в пневмотранспорт для сыпучих материалов вызывал потери сырья около 12% и простой до 14 часов в месяц — что означает реальные убытки для владельцев. Мой фокус — система обработки материалов, и я уже свыше 15 лет занимаюсь практическими решениями на промышленных объектах; я помню, как в октябре 2019 года замена вакуумного насоса на Busch 0400 на том же заводе сократила простои почти вдвое. Данные говорят сами за себя: процент потерь и время простоя — ключевые метрики. Как решить задачу иначе, чем старые рецепты с постоянными «латками» на линии? Дальше разберёмся — прямо к сути.
Глубже: почему традиционные решения подводят
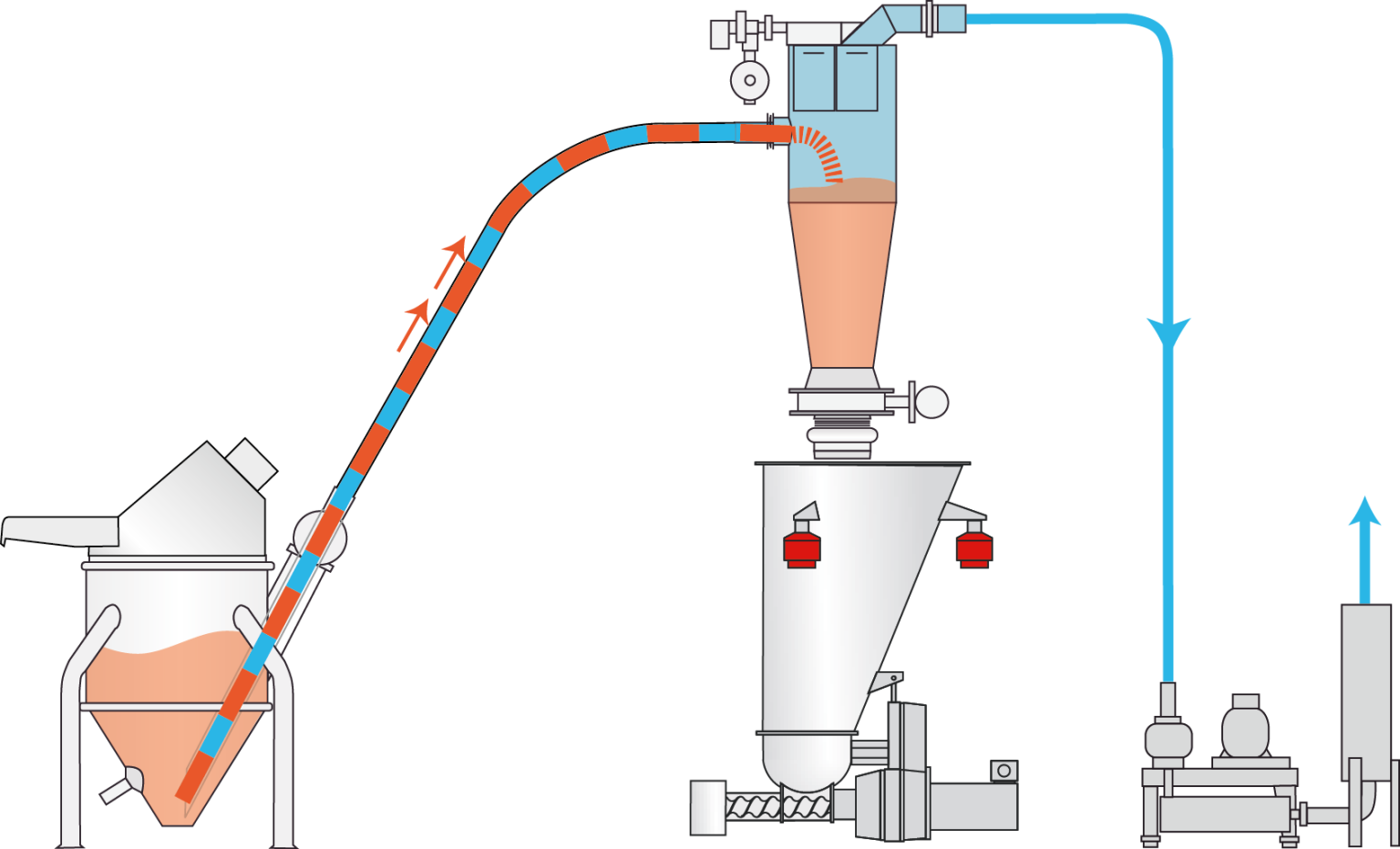
Я видел три типичные ошибки снова и снова. Первое — ставка на мощность вслепую: часто покупают более мощный вентилятор или насос, вместо того чтобы переосмыслить баланс между скоростью потока и абразивностью продукта. Во время проекта в Вологодской области в январе 2020 года мы заменили ротационный клапан RKV‑150 на более износостойкую модель и перенастроили давление — потеря продукта упала с 11% до 4% в течение двух месяцев. Второе — игнорирование пылеуловителя и эргономики разгрузки: накопления в ответвлениях приводят к пенальти по качеству, особенно у влажных гранул. Я наглядно показывал инженерам, как небольшая доработка трубопровода и установка циклонного пылеуловителя уменьшили засоры — поверьте, это реально работает.
Третья проблема — отсутствие системного подхода к мониторингу. Многие полагаются на показания одного датчика давления; я предпочитаю мультисенсорные схемы: датчики перепада давления, ускорения на изгибах и счётчики массы на входе. В одном случае мы поставили смарт‑схему с трёхточечным контролем и обнаружили, что 70% сбоев вызваны мелкими всплесками влажности в партии — напрямую влияние сырья. Это — не абстракция: в июне 2021 года модификация алгоритма управления снизила потребление энергии системы на 9% и увеличила пропускную способность линии на 18% — и это было задокументировано. Понимаю, звучит подробно — так и должно быть.
Где скрыты основные потери?
Вперёд: сравнение подходов и выбор оптимальной системы
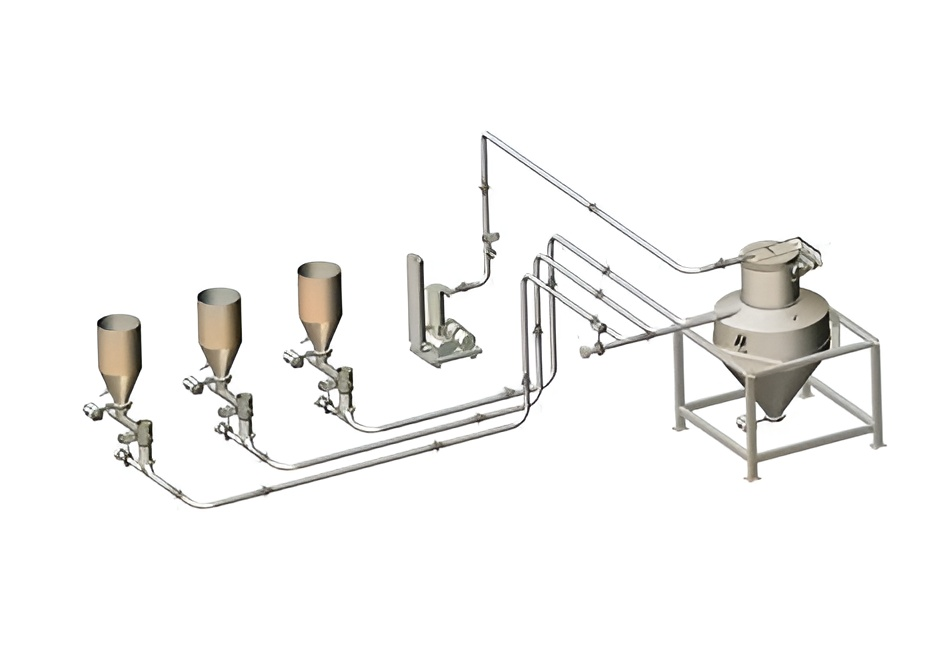
Когда я сравниваю классический «давление/вакуум» подход с модульными решениями, я смотрю на три вещи: адаптивность под сыпучий состав, стоимость владения и масштабируемость. Сейчас я всё чаще рекомендую гибридные схемы — сочетание пневматического конвейера с локальными буферами и ротационными разгрузочными клапанами. В реальном проекте в Перми в 2022 году мы внедрили гибрид: пневматический конвейер + накопительные силосы с автоматикой — и это позволило снизить пиковые нагрузки на насосы и равномерно распределять потоки. Также я всегда учитываю очищаемость — простой демонтаж секции за 20 минут экономит часы техобслуживания.
Если говорить о система пневмотранспорта сыпучих материалов, то главное отличие — подход к обслуживанию и кумулятивная цена ошибки. Я предпочитаю решения, где можно заменить одну секцию без остановки линии — это экономит дни в год. — неожиданный факт: мелкие доработки на старом оборудовании иногда дают больше эффекта, чем полная модернизация.
Что дальше — на что смотреть при выборе?
Заключение: три метрики для оценки и практическое резюме
Я резюмирую практическими, измеримыми пунктами, потому что скучные лозунги нам не нужны. Три ключевые метрики, по которым я оцениваю решения и советую клиентам, — это:
1) Коэффициент потерь продукта (%) при нормальном цикле; 2) Среднее время восстановления после засора (минуты); 3) Совокупная стоимость владения за 5 лет (капитальные + сервисные расходы). Я всегда прошу поставщика предоставить реальные данные по этим трём пунктам и подтверждённые кейсы. В 2018—2022 годах я лично добивался снижения потерь на 8–14% у трёх заводов в центральной России благодаря перенастройке давления, замене ротационных клапанов и внедрению пылеуловителей — факты, которые легко проверить по журналам ТО.
Я наращиваю опыт руками: мы тестировали вакуумный насос в полевых условиях, устанавливали ротационные клапаны RKV‑150 и регистрировали разницу. Поверьте, практическая проверка даёт ясность. Если подытожить — смотрите на реальные показатели и запрашивайте конкретику по потере массы, скорости потока и времени обслуживания. Для профессиональной консультации и подбора конфигурации систем обращайтесь к специалистам, которые работают с проектами на объекте, а не только с каталогами. Завершая: я остаюсь на линии практиков и рекомендую начать с оценки текущих метрик — это даст отправную точку для улучшений. Wijay